


Сформировать коммерческое предложение 

В связи с нестабильным курсом валют цены на сайте могут быть не актуальными. Обязательно уточняйте цены на продукцию у вашего менеджера.




Коммерческое предложение
Водостоки для крыши выступают частью полноценной водосточной инженерной конструкции зданий. Система призвана обеспечить сбор и отвод продуктов атмосферных осадков (дождевую, талую воду), тем самым выполняя функцию защиты фасада, фундамента и прилегающих к ним элементов.Чтобы продавать оборудование для производства водосточных систем необходимы базовые сведения о системе в целом.

Конструкция, предназначенная защищать фундамент здания, предотвращать размывание грунта и подтопление подвальных помещений, состоит из следующих сборных деталей:
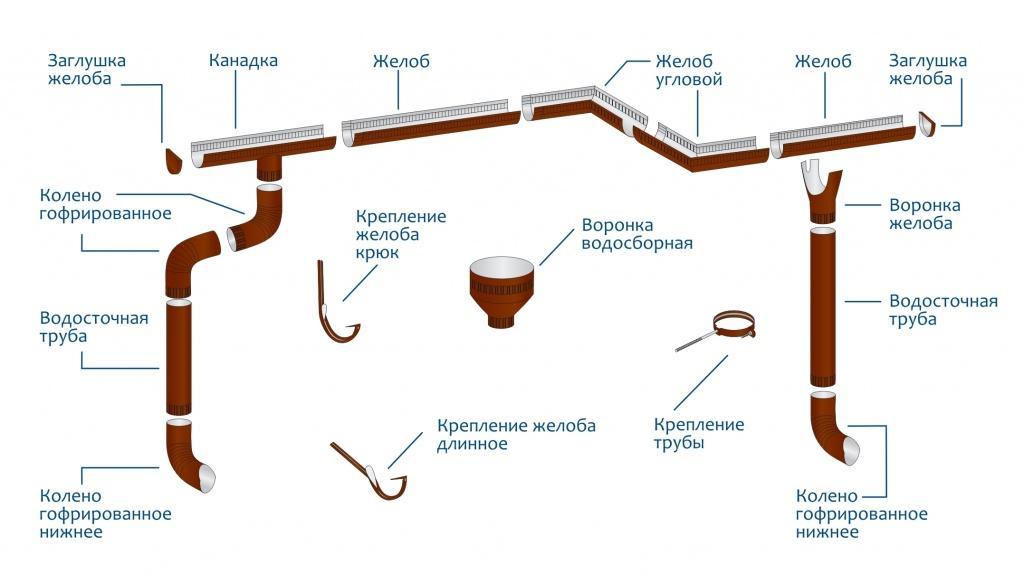
Желоба отводные – монтажные элементы, собранные из отдельных лотков, в том числе угловых. Размещаются непосредственно под нижней кромкой кровельного покрытия и закрепляются кронштейнами. Благодаря отводным желобам, осуществляется сбор воды по всей площади крыши и перенаправление собранной жидкости в места расположения воронок водосточных труб.

Желоба круглой формы применяются в конструкциях водосточных систем чаще, чем такие же элементы прямоугольной формы. Но такая статистика вовсе не говорит о том, что прямоугольные желоба чем-то хуже. Обе конфигурации показывают хорошие результаты работы
Составной элемент системы – водосточные трубы (металлические или пластиковые, круглые или прямоугольные), предназначены для сброса воды от уровня самого верхнего перекрытия здания до уровня земли.Трубы водосточные собираются из нескольких отдельных патрубков, сочленяемых друг с другом соединительными элементами. Полностью собранная труба фиксируется вертикально с помощью крепёжных хомутов.
Дополнительными элементами водосточной системы являются заглушки для желобов, обводы, тройники, воронки, защитные сетки, решётки.

Заглушки желобов устанавливаются по торцам желобных линий, имеют разнообразную конфигурацию и форму (правосторонние, левосторонние, универсальные). За счёт обводов выполняется аккуратный монтаж труб на сложных архитектурных участках. Тройники обеспечивают технические разводы, а воронки, сетки и решётки способствуют эффективному удалению воды.
Для того, чтобы иметь возможность производить элементы водосточной системы необходим набор оборудований где каждый станок отвечает за свой тип операции:
Однако в этот список не входят станки для раскрои металла. Как правило производители будут работать с металлом в листах и в этом случае им не нужен разматыватель рулона, а если толщина металл, которую они будут использовать не толще 0,7 мм – то и гильотина не нужна, справится роликовый нож на листогибе. Однако в этом случае на листогиб накладывается сразу несколько операций, что может начать тормозить производство и в случае больших заказов придется все равно раскрой переносить под отдельный участок.
Рассмотрим подробно эти станки:
Листогибочные станки потребуется для производства карнизов, прямоугольных желобов и труб. Вам нужно заранее понимать на какую водосточку у вас будет идти упор, какое оборудование будет загружено больше и где возможно надо взять станок с запасом по мощности, а где на первое время можно и сэкономить.
В основном на водосточном производстве используются ручные сквозные листогибы. Они лучше всего подходят, как по мощности, так и по функциональности и скорости работы. Различные добротные планки, карнизы и квадратные водосточные трубы вы будете выполнять именно на этих станках.






Подробно ознакомиться с каждым из вариантов станков можно в отдельном разделе.
Чтобы из листового металла получить круглую заготовку для будущей трубы либо круглый желоб вам потребуется вальцы (трехвалковые листогибы). Как правило такие станки идут с рабочей длиной 1300 мм, однако есть и 2х метровые версии.




Однако важно понимать, что чем длиннее рабочая часть станка тем меньше толщина металла которую он сможет согнуть в прямую трубу (без “лодки”). В этом случае стоит приобретать станок уже у проверенного производителя, который отработал свою конструкцию уже в нескольких модификациях и решил все проблемы гибки.
Важным элементов некоторых моделей вальцовочных станков является прорезь в верхнем валу которая позволяет сделать элементарный фальц, чтобы затем зацепить края друг с другом.
Однако лучше всего данный элемент выполнять на специальном оборудовании – фальцегибе или фальпрокатном станке. Только они позволяют сделать надежное соединение которое не разойдется на трубе со временем. Как правила края трубы соединяют с помощью специального лежачего фальца. Делается это в два этапа: сначала на краях надо согнуть этот фальц, а затем края замка цепляют друг за друга и на специальном фальцеосадочном станке или киянкой их зажимают между собой чтобы они не выскочили.
Подробные характеристики фальцегибочных станков вы можете посмотреть по ссылке, также вы можете ознакомиться с вариантами фальцеосадочных станков, которые мы можем вам предложить жми сюда.
В зависимости от того какую длину рабочую вальцовочного станка вы выберете, вы сможете делать трубы либо до 1250 мм длиной либо до 2000 мм. Более длинные заготовки получить вручную практически невозможно, а выполняются они на специальных автоматических линиях. Данные линии имеют как свои преимущества так и недостатка. Ключевые плюсы – вы получаете возможность делать трубы любой длины, а также делать их с огромной скоростью, что полезно при огромных объемах производства, однако как правило загрузить даже ручной цех не так и просто, поэтому у большинства клиентов они могут просто стоять без дела и ждать заказа, при том что стоят такие линии в несколько миллионов, занимают много места (это большие профилировочные линии) и при этом профилировочная линия может делать только один тип и один диаметр трубы под которую изготовлен. Ни о какой гибкости как при ручном оборудовании не идет и речи.
На данном видео пример такой автоматической линии, жестянщику достаточно только вбить в систему нужное кол-во труб нужной ему длины и дальше просто принимать готовые заготовки. Также на этом видео показан еще один станок, без которого сложно представить любое производство водосточных систем – станок для изготовления гофроколен. Они бывают как ручные, так и электромеханические, но вторые пользуются гораздо большим спросом.

На данном видео пример такой автоматической линии, жестянщику достаточно только вбить в систему нужное кол-во труб нужной ему длины и дальше просто принимать готовые заготовки. Также на этом видео показан еще один станок, без которого сложно представить любое производство водосточных систем – станок для изготовления гофроколен. Они бывают как ручные, так и электромеханические, но вторые пользуются гораздо большим спросом из за более простого и быстрого получения готовых изделий.
Теперь когда мы сделали трубы и отводы их надо как то иметь возможность соединить между собой, поскольку каждый объект будет требовать индивидуального подхода к расчету высоты дома и соответственно всей системы. Для этого в любом цеху требуется Зиг-машина. Для начала досточтимо и ручных, хотя на электромеханике работать гораздо удобнее. Самое важное – набор роликов которые идут уже в базе со станком или где заводом изготовителем предусмотрены доп комплекты за отдельную плату. Зиг-машина позволяет при соответствующих роликах прокатать ребра жесткости по радиусу трубы, а специальные гофроролики прокатают край для последующего соединения труба в трубу.
Начиная производство кровли требуется оснастить свой цех станками позволяющие производить не только кровельное покрытие, но и доборные элементы. Также вы можете сразу сориентироваться и на производство водосточной системой.

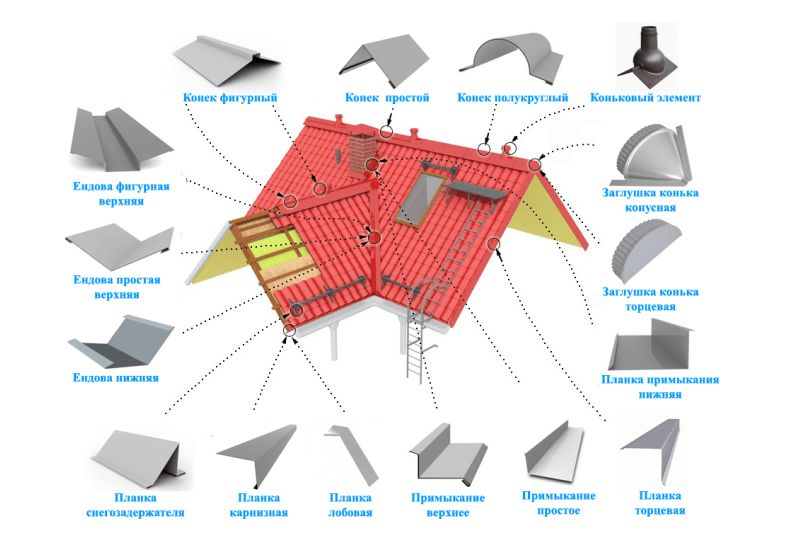
Доборные элементы кровли имеют важное значение при производстве кровельных работ. Они выполняют функцию защиты конструкции кровельного покрытия от вредных воздействий окружающей среды, препятствуют проникновению частичек мусора и пыли, а также влаги в подкровельное пространство. Также при помощи доборных элементов можно улучшить эстетическую составляющую фасада здания.
Кровельное покрытие в нашей стране применяется в основном трех основных типов:

В стандартный комплект доборных элементов входят следующие составляющие:
В данной статье мы рассмотрим первый вариант и разберемся какое оборудование может для этого потребоваться.
Фальцепрокатные станки
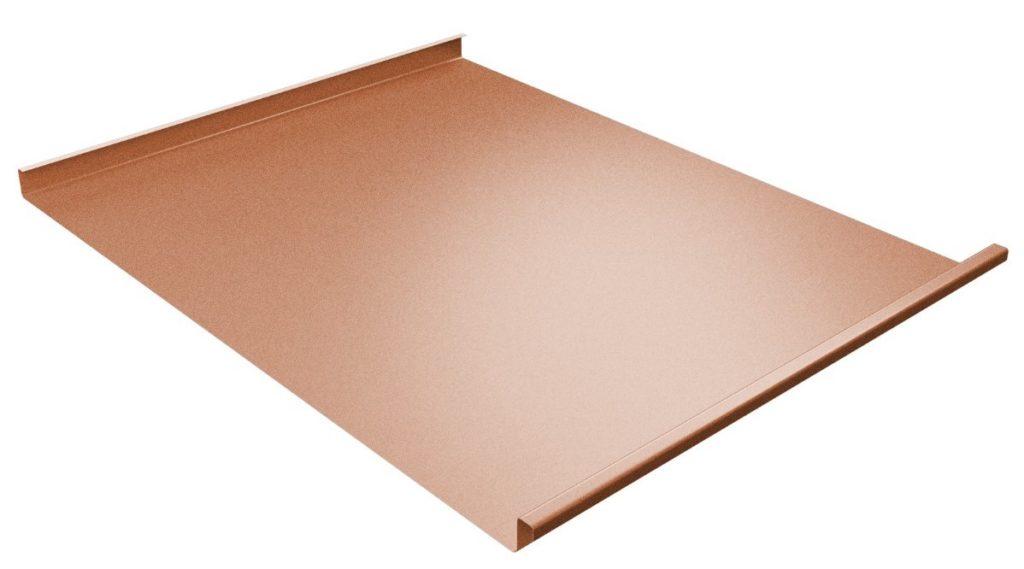
Крыша из фальцевых кровельных панелей – это выбор не только практичных и экономных покупателей, но также и тех, кого привлекает эстетическая сторона вопроса.
Панели или карты с фальцем представляют собой металлические оцинкованные или медные листы со специальными загибами (двойным стоячим фальцем) по кромке для надежного скрепления друг с другом. С помощью панелей с фальцем образуется единое монолитное кровельное полотно.
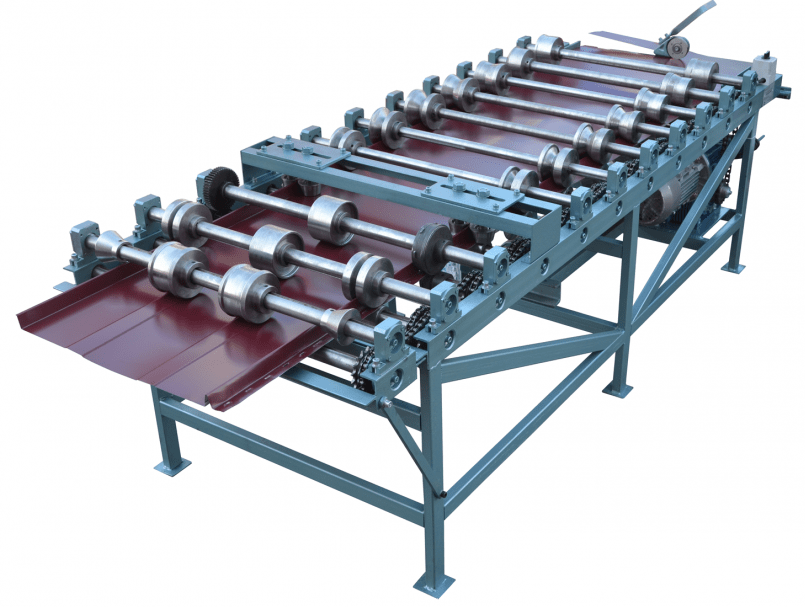
Фальцевые панели – это продукт, получаемый благодаря применению кровельного оборудования. В нашей стране применяются в основном станки Российского производства, однако пару лет назад начали привозиться и варианты станков из Европы. В малых объемах двойной стоячий фальц можно изготавливать на некоторых моделях ручных листогибочных станков, однако тут вы будете ограничены в рабочей длине станка. Картины длиннее 3х метров у вас не получатся. Однако на электромеханических фальцепрокатных станках вы сможете прокатывать картины любой длины и как правило используются именно они, позволяя прокатать картину по всей длине ската крыши.



Подробно ознакомиться с каждым из вариантов станков можно в отдельном разделе.
Выбирая кровельный станок нужно заранее обратить внимание на отличии этих станков друг от друга:
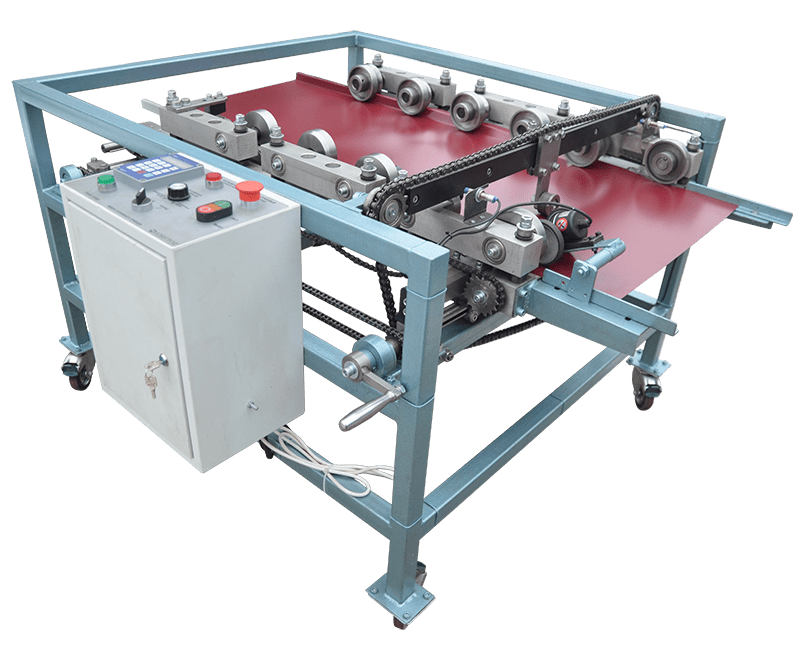
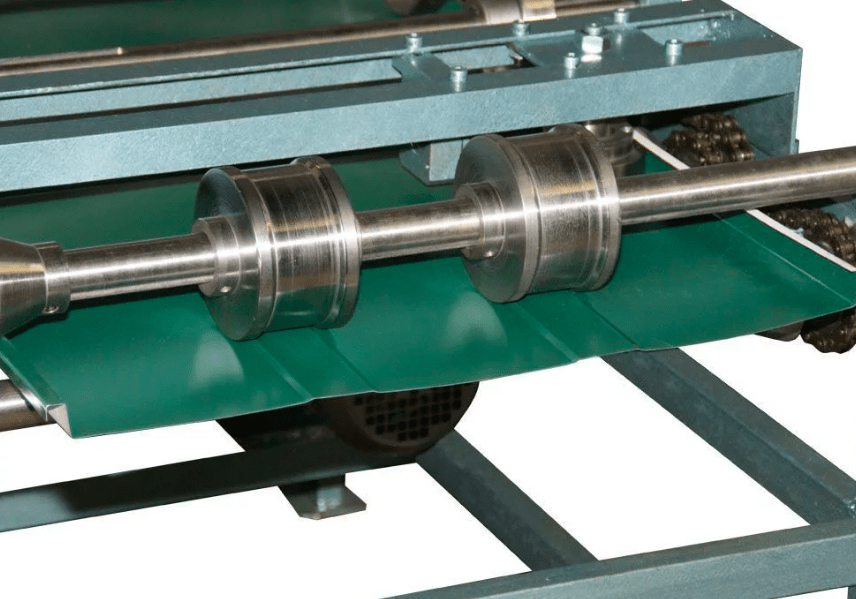
Станки со ступенчатой сменой ширины картины стоят гораздо дешевле и в некоторых случаях это гораздо выгоднее. Если планируется прокатывать одинаковой ширины картины или менять ее придется редко, то покупка такого станка выглядит разумной. Разница между станками заключается лишь в том, что для того чтобы сменить ширину картины необходимо будет в первом варианте снять кожух, раскрутить каждую пару роликов (в среднем это 7 пар) и на валу с помощью шпонки установить каждый ролик на нужную ширину. При этом установить надо будет правильно, чтобы фальц переходя от одной пары роликов к другой не заминался, а превращался в четкий и грамотный двойной стоячий фальц. В станках с бесступенчатой регулировкой вам достаточно лишь крутить штурвал который будет смещать сразу весь комплект роликов. В связи с чем настройка станка будет беспроблемной и быстрой.
С моделями станков с бесступенчатой сменой ширины картины вы можете ознакомиться тут.
По умолчанию все профелеровочные станки идут с подключением в 380В. Однако не у каждого клиента и не на каждом объекте будет 380, поэтому у большинства станков, особенно российского производства предусмотрена дополнительная опция – настройка станка для подключения 220В. У разных производителей она стоит различных денег, однако в некоторых случаях лучше переплотить за нее.
Масса станка также не маловажный показатель. С одной стороны для металлообрабатывающего оборудования большая масса может гарантировать долговечность оборудования, однако данный тип оборудования чаще всего поднимается прямо на крышу зданий и прям там накатываются картины на всю длину ската. Соответственно чем тяжелее будет оборудование тем проблематичнее это будет сделать.
Разобравшись в комплектации оборудования вы гарантируете себе выгодную сделку. У большинство продавцов на нашем рынке помимо большого ассортимента станков с различных производств может еще и отличаться базовая комплектация опций которые идут со станком. Не все эти опции могут вам потребоваться, однако некоторые будут очень полезны, а без некоторых и вовсе не обойтись:
Каждая из этих опций стоит существенных денег, которые придется потратить при покупке голого станка.



Листогибочные станки
Важно понимать, что листогибочных станков на рынке огромное множество. Станки из США, Российского производства, очень популярны станки из Польши. Однако существует еще и множество различий в конструкции этих станков и при производстве того или иного изделия вам идеально подойдет именно определенный тип станка.
Однако для производства кровли как правило используются только два первых типа станков. В случае если производство только начинается, то в большинстве случаев выбор падает в сторону сквозных листогибов, чтобы на имеющемся как дополнительная опция роликовом ноже была возможность раскроить листовой металл на множество заготовок под различные доборные планки. Кроме того сквозные листогибы ниже по стоимости по сравнению с алюминиевыми. Правда важно понимать, что конструкция листогибов с ограниченной глубиной подачей позволяет получать более качественный гиб по сравнению со сквозными.
Наши менеджеры с удовольствием проведут для Вас консультацию, определят какие сильные стороны станков будут более ценными и подготовят подробное коммерческое предложение с ценами и сроками поставки.