


Сформировать коммерческое предложение

Напишите нам:
info@stanki-kvs.ru



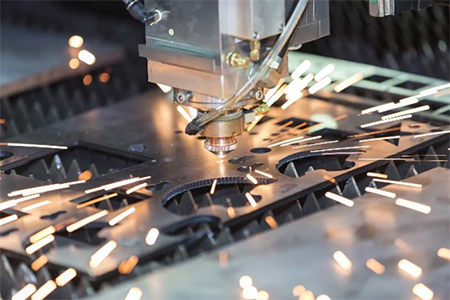
Оптоволоконная установка лазерного раскроя KMT L3
Нажимая на кнопку, вы даете согласие на обработку своих персональных данных






Гарантия
Доставка
Лизинг
Модель L1 Pro – модель линейки KMT c рабочей зоной от 3000 х 1500 мм, весом до 2800 кг, скоростью перемещений портальной системы 70 – 120 м/мин.
Модель предназначена для работы в 1-2 смены и позиционируется как станок со стандартными унифицированными компонентами (резонатор, режущая лазерная голова, стойка ЧПУ и т. д.)
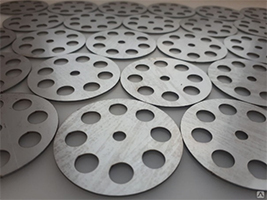
Металлообработка





Сравнение волоконных и CO2 лазерных станков:
Производя сравнения двух видов лазера, волоконного и газового СО2, стоит отметить их конструктивное отличие. Не вдаваясь глубоко в детали, можно лишь сказать, что волоконный лазер, генерируя лазерное излучение непосредственно в волокне, которое является гибким, позволяет выводить полученное излучение напрямую к лазерной фокусирующей головке, без применения сложной оптической системы зеркал, которая, к тому же, требует частой юстировки и технического обслуживания. Система СО2, лазера, являясь более технически сложной, имеет и большие габариты самой установки, и, что немаловажно, имеет значительно большее энергопотребление по сравнению с волоконным эрбиевым лазером. Говоря про энергопотребление уместно отметить и тот факт, что КПД этих разных видов лазеров имеют разные значения. Так, для волоконного лазера, КПД достигает 25% в то время, как у газового СО2, лазера эта цифра находится в пределах 8 – 10 %.
Подводя небольшой итог, следует выделить некоторые моменты в отличии оборудования в основе которых лежат разные типы лазерного излучения:
Длина излучения волны у волоконного лазера l = 1,09 мкм. Такая длина волны дает волоконному лазеру ряд преимуществ:
1) Излучение с такой длиной волны будет прекрасно фокусироваться через стеклянные линзы, что позволяет сэкономить денежные средства при установке фокусирующей системы.
2) Излучение с такой длиной волны может передаваться по волокну на большие расстояния. Поэтому сама лазерная установка может находиться в удобном для работы месте, а волокно от лазерной установки уже непосредственно протягивается на место сварки.
3) Такое коротковолновое излучение очень интенсивно поглощается металлом:
 |
Мощная цельносварная станина толщиной стенок 10 мм с усиленными ребрами жесткости, гарантия на прочность и деформации – 20 лет |
 |
Линейные направляющие HIWIN (Тайвань) обеспечивают линейное движение за счет рециркуляции тел качения между профилированным рельсом и подшипниковым блоком |
 |
Портал из авиационного алюминия характеризуется высокой прочностью и легкостью конструкции. Высокая скорость резки и долговечность станка без деформации |
 |
Отличительной особенностью установки лазерного раскроя модели L3 является конструктивное решение, в котором электрические компоненты и лазерный источник встроены в независимый шкаф управления с пылезащитной конструкцией, увеличивающей их срок жизни |
 |
Резонатор (лазерный источник):
|
 |
Режущая голова RAYTOOLS (Швейцария)
Лазерные головки с автофокусировкой, выпускаемые в Швейцарии RAYTOOLS AG. Фокусирующая линза может автоматически менять положение в диапазоне 22 мм. Пользователь может непрерывно настраивать фокус через программу, чтобы выполнить быстрое прошивание толстых листов или других толщин и материалов. У головок есть настройки интерфейса, которые позволяют использовать различные волоконные лазеры. |
 |
Серводвигатель:
|
 |
Система ЧПУ (CAD-CAM ПО)
Cypcut — это качественная система управления лазерной резки, чтения любых форматов файлов, проектирование и контроль обработки в целом, один набор программного обеспечения может завершить весь процесс. |
 |
Привод X, Y – рейка-шестерня YYC (Тайвань)
Высокая точность, долговечность, закаленная и шлифованная сталь. |
 |
Привод Z – прецизионная ШВП TBI (Тайвань)
Шарико-винтовые передачи (ШВП) TBI используются в станках ЧПУ и в устройствах автоматизации. Продукция компании TBI широко применяется в различных промышленных установках европейского производства и на отечественных предприятиях. |
 |
Редуктор NEUGAR (Германия) |
 |
Электрические элементы SHNEIDER (Франция) |
 |
Пневматические элементы SMC (Япония) |
 |
Промышленный чиллер охлаждения |






