Сформировать коммерческое предложение 


MetalTec TC 45×750 ПРОМ+ – токарный станок ЧПУ с наклонной станиной (КНР)
Нажимая на кнопку, вы даете согласие на обработку своих персональных данных
Токарный станок с ЧПУ – CK 45×750 ПРОМ+ предназначен для производства различных типов металлических изделий. Данный тип станков широко используется в образовательных учреждениях, на опытных производствах, на предприятиях металлообрабатывающей отрасли.
Высокие технические характеристики станка и его надежность гарантированы за счет установленных компонентов и узлов от ведущих мировых производителей, что позволяет использовать его для обработки деталей с высокой точностью и повторяемостью.
В наличии
Гарантия
Доставка
Лизинг
Тип станины: | наклонная |
Расстояние между центрами: | 750 мм |
Максимальный Ø над станиной: | 450 мм |
Максимальный Ø над суппортом: | 180 мм |
Максимальные обороты шпинделя: | 4000 об/мин |
Ø проходного отверстия шпинделя: | 50 мм |
Торец шпинделя: | А2-6 |
Ø патрона: | 200 мм |
Ход по оси Х: | 250 мм |
Ход по оси Z: | 700 мм |
X/Z ускоренное перемещение: | 15 / 15 м/мин |
Тип инструментального держателя: | 12 позиционная револьверная голова |
Размер инструмента: | 20х20 мм |
Тип задней бабки: | гидравлическая |
Максимально перемещение задней бабки: | 80 мм |
Конус: | МТ-4 |
Мощность двигателя / СОЖ: | 11/15 кВт / 370 Вт |
Габариты станка (Д×Ш×В): | 3350x1800x1800 мм |
Габариты в упаковке (Д×Ш×В): | 3750 x2000x2000 мм |
Конструктивные особенности: | |
| КАБИНЕТНОЕ ОГРАЖДЕНИЕ Высокое качество лакокрасочного покрытия и эргономичный дизайн обеспечивают современный вид оборудования. Кабинетное ограждение обеспечивает защиту оператора станка от возможных трав в процессе работы – возможный контакт с подвижными элементами станка, отлетающая стружка, СОЖ и масло. Концевой датчик установлен на станке с целью предотвращения внезапного включения станка с открытой створкой двери, тем самым увеличивая уровень безопасности производственного процесса. |  |
| ГИДРАВЛИЧЕСКИЙ ПАТРОН 200 ММ Предназначен для быстротечного зажима прутков и заготовок цилиндрического и иного сечения (четырехгранных, шестигранных и др.) Точность центрирования обеспечивается за счет упруго деформируемых зажимных элементов (кулачков), перемещающимися одновременно. За счет этого обеспечивается само центрирование прутка или детали в патроне. Погрешность точности центрирование детали не превышает 0,05 – 0,08 мм |  |
| 12-ТИ ПОЗИЦИОННАЯ РЕВОЛЬВЕРНАЯ ГОЛОВА Максимальное количество устанавливаемых инструментов составляет – 12 ед. Данная модель револьверной головки оснащается инструментальными блоками для обработки внешнего диаметра, с размером инструмента 20 х 20 мм и расточными блоками диаметром 25 мм. В комплекте идут 2 блока приводного инструмента:
|  |
| СЕРВОДВИГАТЕЛЬ ШПИНДЕЛЯ 11 / 15 КВТ Сильная перегрузочная способность, надежная работа при 150% номинальной мощности в течение 30 минут, ударопрочность и длительный срок службы. |  |
| ПРИВОДНАЯ СИСТЕМА SIEMENS Серводвигатели Siemens на осях X и Z обеспечивают минимальное время разгона и широкий диапазон частот вращения c высокой мощностью обеспечат максимальную производительность станка. Благодаря множеству технических инноваций приводная система Siemens задает новые стандарты в классе приводов станков. |  |
НАКЛОННАЯ МОНОЛИТНАЯ СТАНИНА ИЗ ЧУГУНАОтсутствие вибраций при обработке, жесткость и стабильность конструкции.Для снятия напряжения станины проходят термообработку.Внутренние части станины усилены ребрами жесткости, благодаря чему конструкция имеет практически неограниченный запас прочности. В стандартной комплектации станок оборудован виброопорами. | 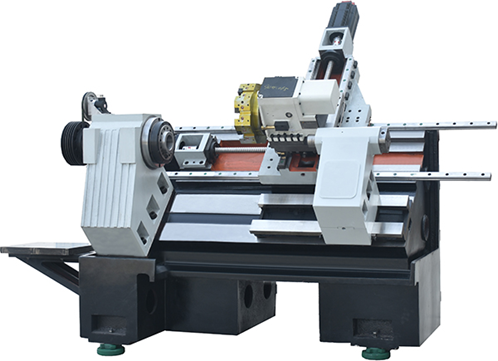 |
| НАПРАВЛЯЮЩИЕ КАЧЕНИЯ И ШАРИКО-ВИНТОВЫЕ ПЕРЕДАЧИ (ТАЙВАНЬ) Рельсы и каретки в нормальных условиях эксплуатации не требуют специального технического обслуживания, автоматическая система подачи смазки обеспечит долгий срок службы сохраняя высокие скоростные характеристики, точность позиционирования и плавность хода. Шарико-винтовая передача является важнейшим элементом токарного центра с ЧПУ. С помощью ШВП осуществляется движение рабочего модуля станка – суппорта с установленной револьверной головой. | 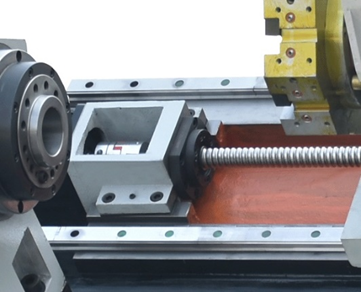 |
| ТЕЛЕСКОПИЧЕСКИЕ ЗАЩИТЫ Направляющие качения и шарико-винтовые передачи надежно защищены стальными телескопическими кожухами по осям Х и Z, что исключает попадание стружки и СОЖ на подвижные элементы станка. Данная опция не позволяет оказывать механического воздействия на направляющие, увеличивая их срок службы, сохраняя заводские параметры точности и позиционирования. |  |
| ЭЛЕКТРИЧЕСКИЙ ШКАФ С КОМПОНЕНТАМИ Шкаф служит для надежного хранения электрокомпонентов, которые передают и обмениваются информацией с исполнительными механизмами (серводвигателями и ЧПУ). Шкаф оборудован кондиционером, который не позволяет нагреваться драйверам, электрическим платам и контакторам в процессе работы станка. На своем производстве мы не экономим на электрокомпонентах и используем комплектующие ведущих мировых производителей, что позволяет избежать помех и ошибок при обмене информацией с исполнительными механизмами. Драйверы для серводвигателей, отвечающих за перемещение суппорта по осям Х и Z – Siemens (Германия). Контакторы – Sсhneider (Франция) |  |
ОПЦИИ В КОМПЛЕКТАЦИИ | |
| ТРАНСПОРТЕР ДЛЯ УДАЛЕНИЯ СТРУЖКИ ЛЕНТОЧНОГО ТИПА Удаляет стружку из станка и выпускает ее в идущую в комплекте тележку с минимальным выводом СОЖ. Необходимое решение для высокопроизводительного использования станка |  |
| ДЕТАЛЕУЛОВИТЕЛЬ |  |
| ИЗМЕРЕНИЕ И ПРИВЯЗКА ИНСТРУМЕНТА Состоит из неподвижной базы и мобильной руки, которая может двигаться в позицию замера в двух режимах:
Это является необходимым условием для проверки инструментов на предмет износа и поломки в течение цикла обработки. |  |
| СИСТЕМА УДАЛЕНИЯ И ФИЛЬТРАЦИИ МАСЛЯННОГО ТУМАНА Процесс удаления (сбора) масляного, водяного и/или другого тумана охлаждающей жидкости из окружающей среды во время механообрабатывающего станка. Для обеспечения более чистой рабочей среды и защиты оператора станка. Эта система значительно снижает воздействие масляного тумана, сводя к минимуму воздействие остаточного масла не загрязняя воздух в помещении. |  |
| ПОДАЧА СОЖ ДО 100л/мин Позволяет оптимизировать уделение стружки и тепла из зоны резания путем подачи смазочно-охлаждающих жидкостей через револьверную голову с высоким давлением (до 100 л/мин). Тем самым режущая кромка инструмента дольше сохраняет свои заявленные характеристики, что позволяет экономит на инструменте и времени его замены. | 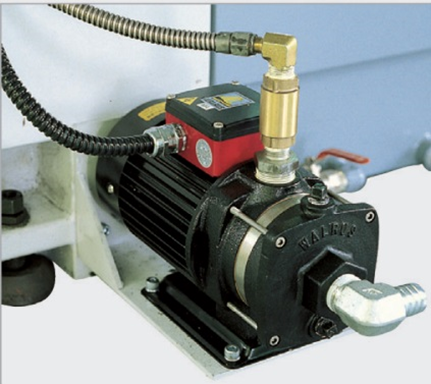 |